Brazing Thin Sheet Steel

How To Braze Steel In Metalworking Brazing Welding Projects Metal Working

Welding Copper To Stainless Steel Soldering Brazing Welding

Ssf 6 Silver Solder Is Used To Braze Steel To Stainless Have Emailed Company To Ask If Micro Torch Will Work For This Techniq Brazing Soldering Butane Lighter


Brazing Steel Tubing Youtube

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrp7gqrqcr0nwftgb Cq6f5mwpe99heyn15tq Usqp Cau

A process optimisation for coated c mn high strength steel and a parameter investigation of c mn high strength steel stainless steel and aluminium alloys.
Brazing thin sheet steel.

Braze Vs Weld Youtube Welding Projects Welding Metal Welding

Han Tig Han Mig Chuyen Nghiệp Tig Welding Welding Brazing

Sheet Metal Fabrication Welding Aluminium Brazing Welding Aluminum Welding Metal Fabrication

How To Easily Join Together Aluminum Plates Repair Aluminum Parts Metal Welding Diy Welding Welding

Youtube Welding Metal Working Brazing
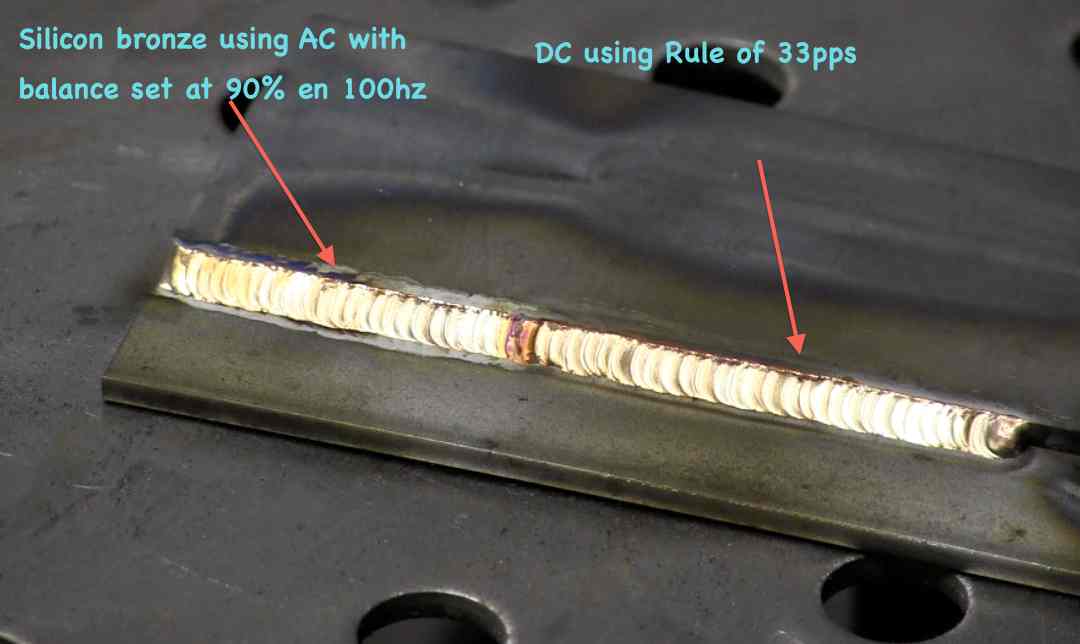
Tig Welding Brazing With Silicon Bronze

Metal Brazing Tips And Advice Johnson Matthey

Aluminum Welding Cast Iron Welding Pot Metal Repair Silver Solder With Muggyweld Com Youtube Welding Aluminum Brazing Welding

Welding The Best Way To Learn Youtube Brazing Welding Table Welding Projects

Examples Of Malleable Materials Are Aluminum Foil Lead White Gold Iron Nickel Copper And Platinu Stainless Steel Sheet Aluminium Sheet Aluminum Extrusion

Flaring A 2 Tube To A 1 5 Tube With Propane Oxygen Mix Notching And Tack Welding Ready For Fillet Brazing Hellbourneatelier H Brazing Welding Raw Steel

How To Braze Steel Youtube

Super Alloy 5 Aluminum Welding And Brazing Rod Muggy Weld Aluminum Welding Rods Welding Rods Welding

How To Tig Weld Stainless Steel 304 Demo Using Lakoni Mma Macine Inverter 120a Youtube Welding Aluminum Welding Tig Welding Stainless Steel
6 Steps To Successful Brazing

Aluminum Welding Brazing And Soldering With A Hand Held Torch Soldering Aluminum Welding Rods Brazing

Pin On Flap Discs For Stainless Steel

What Metals Can Be Brazed The Harris Products Group
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gct9w1ffzh21aykaaiqcwi Iqlrmodbaagu 3gal Ojxetsrvxk1 Usqp Cau

How To Solder Aluminum Soldering Welding Aluminum How To Clean Metal

How To Easily Repair Holes In Aluminum Repair Welding Aluminum Solar Power Diy

Stick Welding Basics Arc Welding Explained Youtube Welding Diy Metal Arc Welding

Workshop Basics Brazing Wood Turning Learn Woodworking Metal Working

Sponsored Link Aluminium Alloy Welding Rod Low Temperature Soldering Electrodes Easy Melt Stick In 2020 Welding Wire Welding Rods Brazing
Source : pinterest.com
